概括
第四代篦冷机的应用越来越广泛。作为熟料冷却设备,它直接影响回转窑的连续运行,从而影响熟料产量和成本。针对篦冷机备件成本高、维修困难等问题,结合实际生产经验,从操作、维护、优化三个方面对第四代篦冷机常见故障的原因及处理方法进行了探讨和分析。kaiyun全站网页版登录,从而减少备件数量。消耗,提高运转率和稳定性。
近年来投产的4500吨/日及以上水泥熟料生产线大多采用第四代篦冷机,具有效率高、漏风少、漏料少等特点。本文以我公司2016年投入使用的史密斯第四代横杆篦冷机(CB16×54)为例,对其在生产过程中的常见故障进行分析总结。
1常见故障
1.1 运行过程中常见故障
运行中常见故障主要有以下几种: (1)机械流量阀卡住或掉落; (2)气室漏料、漏气; (3)气室油缸漏油; (4)输送辊被卡住。 ,破碎辊被卡住。此类故障一般可以在使用和检查过程中发现。
1.2 停机维护时常见故障
停机维护时常见故障主要有以下几种: (1)模块篦板磨损或脱落; (2)传动杆磨损、松动甚至脱落; (3)传动盘磨损或折断; (4)篦床支撑轴承损坏; (5)空气炮止回阀损坏。此类故障一般只有在停机检修或非高峰检修时才能发现,特别是篦床上的检查项目,如篦板、传动杆、C型板、传动板问题,只能在发现时才能发现。篦床上的熟料清理干净后。 。
2原因分析及处理方法
由于篦冷机是高温、密封设备,运行过程中出现一些故障很难处理。因此,停机检修时必须彻底解决故障,消除隐患。
2.1机械流量阀卡住或掉落
原因:由于篦床积粉或漏料,流量阀被卡住;忘记安装防坠螺栓会导致流量阀掉落。
处理方法:利用停机时间进入气室清理流量阀上的灰尘和积料。重新安装后,确保操作灵活、通畅。清洁前后照片见图1。
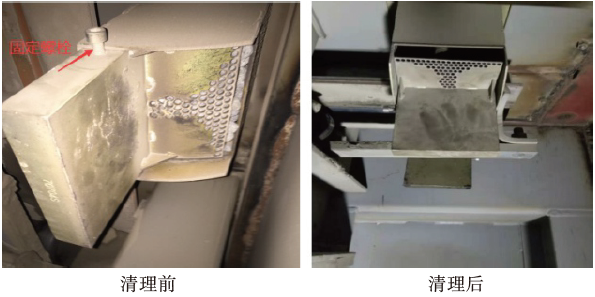
图1 流量阀的清洗与安装
2.2 气室漏料、漏气
原因:(1)风机风量太小,配套篦冷机的风机运行频率不得低于25赫兹。风量过低会导致粉状物料落入气室内; (2)篦板侧面迷宫式密封件磨损,会导致大块物料落入气室。
处理方法:(1)维修、调试和正常运行时,禁止在风室风机风量低于25Hz时开启篦冷机; (2)检修时更换磨损的炉排板。
2.3 气室气缸漏油
原因:(1)原厂油缸初期未加防尘罩,粉状物料会加速活塞杆及密封件的磨损; (2)缸筒磨损、油封老化。
处理方法:(1)在所有气缸上安装防尘罩,可有效减少灰尘对气缸的损害; (2)维修时更换损坏的气缸密封件。
2.4输送辊、破碎辊卡住
原因:(1)窑内大结皮或大金属异物进入对辊破碎机,造成扭矩超过极限而停机; (2)篦冷机传动杆脱落卡住辊式破碎机。
处理:(1)稳定窑内煅烧。当窑内电流增大,有大块结壳脱落时,应及时降低窑速,以减少产量。大块结皮破碎后,可提高速度以稳定生产; (2)检修时严格控制检修质量,全面清理预热器内的挂件、锚固件等金属异物,尽可能减少系统中的金属杂质; (3) 确保驱动杆安装牢固。
2.5模块炉排板磨损或脱落
原因:篦板本身烧蚀、磨损;金属杂质造成篦板耐磨层翘起、脱落。
处理方法:防止金属杂质进入系统。入窑焚烧垃圾时严禁将金属等异物放入篦冷机内。维护期间更换磨损的炉排板。安装时,确保螺栓紧固到位,相邻篦板之间的高度差小于2mm。
2.6 传动杆磨损、松动甚至脱落
原因:周期性烧蚀、磨损导致固定传动杆的斜铁松动,安装质量差。
加工:驱动杆分为直杆和横杆。进、出口端安装直杆,中间安装横杆。横杆两侧的相邻驱动杆是固定的,一般不会掉落,而直杆在两端,固定点比横杆少kaiyun.ccm,同时直杆起到了破碎时作用力不稳定,受散落物料的影响,掉落概率比较高。一旦掉落,就会导致对辊式破碎机卡死,极有可能造成停窑事故或进入熟料库。这是一个过程,因此请确保驱动杆安装牢固。驱动杆布局见图2。

图2 驱动杆布置示意图

横杆的安装方法如下:(1)用8P锤将斜铁拧紧到固定孔上,用电钻将斜铁穿过横杆定位孔,打入定位销; (2)将横杆外侧的斜铁剪掉。斜铁,并在斜铁较厚的一侧焊接耐热钢板; (3)在斜铁与横杆连接处注入密封硅胶。横杆安装方法见图3。
直杆和横杆的安装方法是一样的,但为了保证直杆稳定不倒下,安装固定后,可以将其与相邻的横杆焊接在一起,使其成为一个整体,从而提高综合实力。 4. 直筋焊接图
2.7 传动盘磨损或断裂
原因:驱动板位于驱动杆内部,因此损坏的机会很低。然而,当直杆落下时,传动板就会暴露出来,然后就会因应力而磨损或折断。
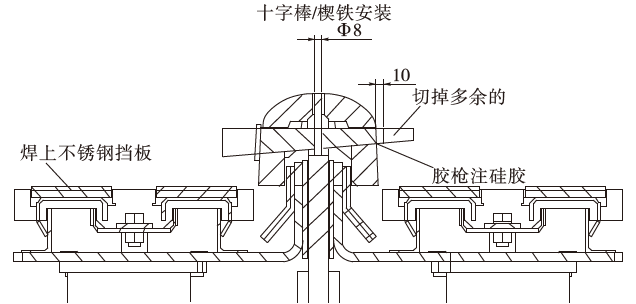
图3 横杆安装方法

图4 直杆焊接示意图
处理方法:确保直杆安装牢固,定期检查,如有损坏及时更换驱动板。
2.8 篦床支撑轴承损坏
原因:轴承缺油;轴承受力不均匀,个别轴承受力(共56个轴承),使用寿命缩短。
处理方法:定期加油。所使用的锂基脂润滑剂的使用寿命一般为1个月;更换损坏的轴承时,用顶丝调整轴承的上下位置,使其接触篦床底部,防止单个轴承受力过大。
2.9 空气炮单向阀损坏
原因:空气炮工作频繁,压力较高(0.6MPa)。单向阀的固定爪经常受力后会脱落,导致吹灰效果不佳开yun体育app官网网页登录入口,甚至降低熟料冷却效率。
处理方法:每次停机时检查单向阀并及时更换。单向阀可以自行修复,以降低成本,但必须保证焊接质量。
2.10 其他日常检查和维护
主要包括篦冷机风扇销轴检查、油站过滤器更换和蓄能器压力检测及重新组装。炉排冷却油站内所有滤芯均为一次性滤芯,只能更换,不能清洗。蓄能器充液压力约为5.5MPa。
3 备件及链条优化
3.1 炉排板优化
原篦板迷宫式密封采用普通材料制成,厚度为4毫米。使用寿命短,一般为一年,备件成本高。单件价格约1200元。为此,靠近传动板的炉排板上的密封板材质改为10毫米厚的耐磨板,经实践证明不会影响通风,并且可以延长炉排板的优化使用寿命至三年多。价格基本持平。
3.2 空气炮单向阀优化
单向阀原固定爪为十字单点焊接,使用寿命为半年。每次焊补后的更换工作量较大(共90件),费时费力。为此,在单向阀固定爪顶部内侧全面焊接普通材质的钢板,以增加整体强度。安装加强型单向阀后,使用寿命为1至2年,并且维护和备件成本显着降低。单向阀的结构如图5所示。
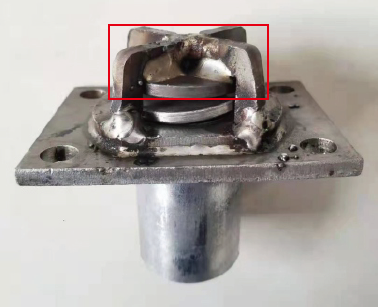
图5 改进后的单向阀结构
3.3 辊式破碎机链条优化
对辊式破碎机有四个辊子,分别是C2输送辊、C1输送辊、T1破碎辊、T2破碎辊。物料通过两个输送辊道输送至破碎辊进行破碎。两个破碎辊转动方向相反,卡住时可以进行自动或手动反转,解决部分卡住问题。但两个输送滚筒方向相同,无反转功能。由于有跳停链条,挤压或卡住会直接导致篦冷机跳停。就连窑炉也被关闭了。
经过总结经验,我们发现即使输送辊筒被卡住不能转动,篦冷机也能继续生产和破碎。因此,对链条进行了优化,在输送机跳闸后释放了篦冷机系统整体跳停链条设置,暂时避免了停窑事故。干扰问题将在非高峰维护期间解决。

4结论
本文从运行、维护、优化等方面总结了CB篦冷机使用和维护的一些经验。设备管理和维护是一个长期积累和总结的过程,需要从检查、维护、保养开始、优化、创新。只有提高精细化管理水平,才能不断提高设备管理水平。
作者单位:葛洲坝松滋水泥有限公司
推荐阅读
11
30
31
32
33
34
35
36
37
38
48