
盖世汽车社区
国内专业的汽车产业链服务平台
连杆在汽油与柴油发动机中扮演着至关重要的角色,其种类丰富,需求量极大,尤其是汽车发动机对连杆的需求最为旺盛。今天,我们将共同探索连杆的相关知识。
连杆的结构及作用
连杆是一种细长且截面形状不一的非圆形杆件,其截面尺寸从较粗的一端逐渐减小至较细的一端,这种设计是为了能够承受工作过程中急剧变化的动态载荷。该连杆由三部分构成:连杆粗端、杆身以及连杆细端。其中,连杆粗端分为两部分,一部分与杆身整体相连,另一部分则是连杆盖。连杆盖通过螺栓和螺母与曲轴的主轴颈紧密连接。
连杆作为连接活塞与曲轴的部件kaiyun全站网页版登录,负责将活塞所承受的力传递至曲轴。它将活塞的直线往复运动转化为曲轴的旋转运动。在汽车发动机中,连杆是关键的传动部件之一,它将作用在活塞顶部的膨胀气体压力传递给曲轴,从而将活塞的直线运动转换为曲轴的旋转运动,以此输出动力。
工件材料和毛坯
连杆的制造多选用优质的高强度钢材,如精选的45号钢和40Dr钢,这些材料经过调质处理,旨在提升其切削性能并增强抗冲击性。对于45号钢,硬度标准介于HB217至293之间,而40Dr钢的硬度则需在HB223至280范围内。此外,部分连杆制造还会采用球墨铸铁和粉末冶金技术,以此达到降低毛坯成本的目的。
钢制连杆的毛坯通常通过锻造工艺制造,其毛坯的制造方式主要有两种:一种是将主体和盖子分开锻造;另一种则是将主体和盖子一次性锻造成一个整体,随后在后续加工阶段进行切割或通过胀断技术将其分离。此外,为了确保毛坯质量,必须对每个毛坯进行全面的硬度检测和探伤,确保其达到100%的合格标准。

连杆加工工艺过程
1、定位及夹紧
正确选择粗基准并合理设计初定位夹具,在加工工艺中占据着至关重要的地位。在拉连杆大小头侧定位面时,我们采取连杆基准端面、小头毛坯外圆三点以及大头毛坯外圆二点的方式进行粗基准定位。这一做法确保了大小头孔及盖上的各个加工面加工余量分布均匀开yun体育app官网网页登录入口,同时保证了连杆大头在称重去重过程中的均匀性,最终确保了零件总成的形状和位置准确无误。
在连杆杆体及其总成的制造过程中,我们采用了杆端面、小头顶面及侧面、大头侧面的加工定位技术。特别是在连杆盖的加工中,针对螺栓孔至止口斜结合面的加工工序,我们采取了以端面、螺栓两座面以及一螺栓座面的侧面进行加工定位的方法。这种定位和夹紧方式,因其重复定位的高精度和稳定性,能够显著减小零件的变形,操作简便,且适用于从粗加工到精加工的各个工序。由于采用了统一的定位基准,因此确保了各个工序中的定位点在尺寸和位置上的一致性。这样的做法为工艺的稳定性以及加工精度的保障创造了有利条件。

2、加工顺序的安排和加工阶段的划分
连杆的尺寸、形状及位置精度均有严格规定,然而其刚度不足,易于发生形变。其关键加工区域包括大小头孔、两端面、连杆盖与连杆体的结合面以及螺栓等。次要加工面则涉及油孔、锁口槽等部分。此外,还需进行称重、去重、检验、清洗以及去毛刺等工序。作为模锻件,连杆的孔加工余量较大kaiyun.ccm,在切削加工过程中容易产生残余应力。在制定工艺流程时,务必将主要表面的粗加工与精加工步骤分离开来。通过这种方式,粗加工过程中产生的形变能够在半精加工阶段得到有效调整。同样,半精加工阶段出现的形变也将在精加工阶段得到纠正。最终,零件将满足技术规范的要求。此外,在工序的安排上,应优先加工定位基准。

观看一段关于连杆双面铣加工的演示视频,视频总时长为5分45秒,推荐在无线网络环境下进行播放。
连杆工艺过程可分为以下阶段:
1)粗加工阶段
在粗加工环节,连杆体与盖子合并之前的工序同样至关重要:这一阶段主要涉及基准面的精加工,这其中包括辅助基准面的加工,以及为连杆体和盖子合并所必需的加工步骤,例如对口面的铣削和磨削等。
2)半精加工阶段
在半精加工阶段,对连杆体与盖板进行合并后的处理工作同样重要,这包括对两个平面进行精细打磨,对大头孔进行半精加工,以及孔口倒角的处理。这一阶段的总目的是为后续的精加工阶段,特别是对大头孔的精细加工做好充分准备。
3)精加工阶段
在精加工环节,核心任务是确保连杆的关键表面,包括大孔和小孔,都能完全符合设计图纸上的规格,这包括进行珩磨处理以完善大头孔,以及进行精密镗孔以精准加工小头轴承孔等工序。
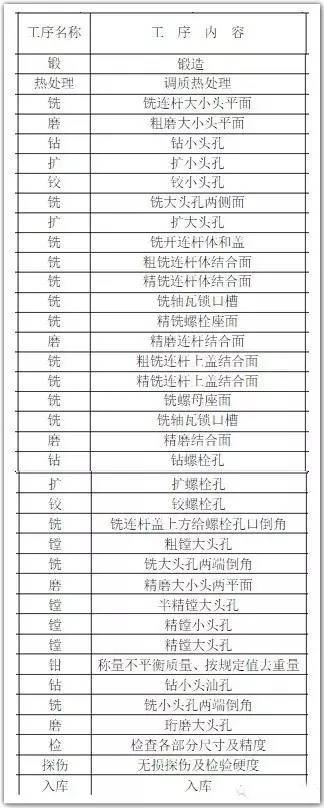
4)连杆加工的工艺流程表
什么样的连杆是好连杆?
连杆的较小端部与活塞通过活塞销相连接,而较大端部则与曲轴的轴颈相连,其大小端部的尺寸是由所承受的压力面积决定的。该连杆在90至100摄氏度的温度范围内工作,其运行速度介于3000至5000转每分钟之间。为确保连杆锻件能够顺畅地进入自动化精密机加工生产线,并且加工完成的零件在发动机装配中达到精确的装配标准,同时,为了确保在高速运转时连杆锻件能够承受极高频率的拉压交替应力,维持曲轴的平衡状态,必须要求连杆锻件具备出色的强度和耐疲劳性能。
连杆锻件不仅需符合图纸所要求的尺寸精度,而且还需达到以下技术和质量标准:






